+375 (25) 965-52-08
Минск
info@k2tool.by
info@k2tool.by




Модель Stalex SBYJ-1.2*2000-7 — семирядный формирующий станок, предназначенный для нанесения параллельных рёбер жёсткости серии G за одну операцию. Протягивающие валы с установленными профилировочными роликами приводятся в движение электромотором. Оборудование обрабатывает листовой и армирующий металл.
Станок прост и удобен в использовании, он формирует/накатывает упрочняющие однородные углубления (ребра жесткости) по всей поверхности металлического листа и на отдельных заготовках любой формы. Stalex SBYJ-1.2*2000- используется для прессования тонкого листа, чтобы увеличить прочность (армировать лист) и несущую способность листовых изделий.
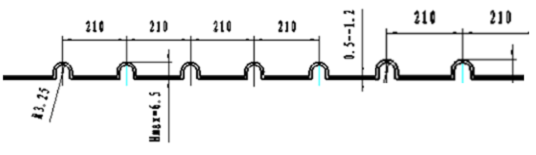
Изделия широко используются в вентиляционных каналах, жестяных работах и других смежных отраслях, где преимущественно работают тонкими упрочнёнными листами — в связи с их более низкой стоимостью. Станок для накатки ребер жесткости позволяет значительно сократить затраты на материал — поскольку лист толщиной 0,5 мм обработанный на станке соответствует практически по всем характеристикам материалу толщиной 0,7 мм.
| Рабочая толщина металла* | до 1,2 мм |
| Ширина материала | до 2000 мм |
| Скорость формования | 10 м/мин |
| Питание | 380 В |
| Мощность | 1,2 кВт |
| Габариты упаковки | 2500×1000×1200 мм |
| Масса | 900 кг |
* Макс. толщина — указана для обычной стали (низкоуглеродистой и углеродистой стали), с пределом прочности σв, который не должен превышать параметр σв <400 MРa (1 Н/мм2 = 1 MPa).Для работы с материалами, не входящих в группу углеродистые стали (такие как легированные стали, нержавеющие стали, холоднокатаные стали) необходимо проконсультироваться с сотрудниками компании-продавца.При работе с макс. толщиной листа — максимальные параметры могут не соответствовать табличным значениям, это связано с разностью коэффициента предела прочности σв, который не должен превышать параметр σв <400 MРa при работе с низкоуглеродистой сталью. И зависит не только от вида, сорта, термообработки материала, но и его длины и толщины, более точно определить макс. допустимую толщину — возможно только методом пробной гибки.