+375 (25) 965-52-08
Минск
info@k2tool.by
info@k2tool.by

Модель Stalex SBHF-I предназначена для автоматизации рабочего процесса и увеличения скорости изготовления вентиляционных коробов прямоугольного сечения. Формирование, соединение фальцев и осадка замка на воздуховоде происходят за один проход. Для увеличение жесткости замка и обеспечения защиты от пыли и влаги в шов подаётся герметик для его уплотнения.
Станок используется на строй площадках, предприятиях в составе автоматической линии для производства прямоугольных воздуховодах
Станок изготовлен в виде прочной и надежной сварной стальной конструкции. Главные компоненты станка сконструированы с самыми современными методами расчета конечных элементов и обеспечивают максимальную жесткость. Такая конфигурация увеличивает срок службы станка. Концепция привода, а также благоприятный механический момент и распределение силы исключают необходимость в частом смазывании. Кроме того, валы роликов покрыты гильзой, которая минимизирует попадание абразивных частиц в редуктор или подшипник.
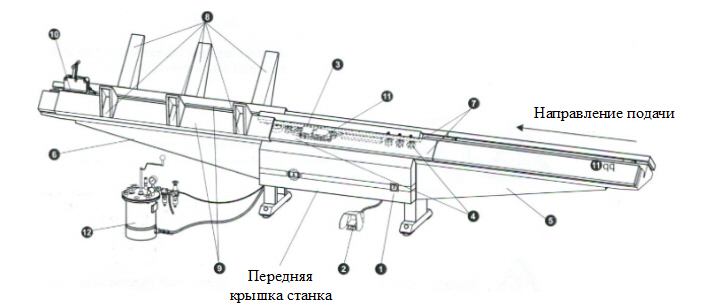
1.Главный переключатель включает и выключает станок.
2. Педальный переключатель запускает и останавливает вращение роликов.
3. Фальцовочная планка. Упорный подшипник и корпус для верхних фальцовочных роликов.
4. Фальцовочные ролики формируют и замыкают фальц, а также соединяют две заготовки.
5. Подающий стол:
• Для загрузки заготовок.
• Основание для направляющей системы.
6. Отводящий стол:
• Опора для готового воздуховода.
• Основание для направляющей системы.
7. Направляющая система:
• На ней работают направляющие каретки и автопилот.
• Два центральных направляющих рельса можно снять.
8. Опорные выступы:
• Поддержание заготовок и воздуховодов.
• Легко снимаются с направляющей системы. Могут быть изменены или заменены.
9. Направляющие каретки:
• Подсоединяются друг к другу с помощью автопилота.
• Направляет заготовки по направляющей системе через станок.
10. Автопилот:
• Соединяет направляющие каретки друг с другом.
• Зажимает заготовки.
11. Дополнительное уплотнение впрыскивает уплотняющий состав в фальц. Устройство впрыска уплотняющего состава.
12. Расширительный бак для уплотняющего состава. Бак для уплотняющего состава.
Заготовки помещаются на подающий стол в направляющую каретку и зажимаются автопилотом.
После запуска станка с помощью педального переключателя ролики перемещают заготовки через станок. Они формируют и замыкают фальц воздуховода. Готовый воздуховод или соединенные заготовки могут быть сняты с отводящего стола или перемещены обратно к подающему столу с использованием направляющих кареток.
| Рабочая толщина металла | 0,5-1,0 мм |
| Минимальное сечение воздуховода | 100×100 мм |
| Скорость подачи, приблизительно | 15 м/мин |
| Высота опоры до | 700 м |
| Длина опоры (подающей, отводящей) | 1500 м |
| Количество опорных выступов | 3*200 мм 3*500 мм |
| Габариты станка | 5350×1000×800 мм |
| Подводимая мощность | 5,5 кВт (3×380/50 В/Гц) |
| Масса | 700 кг |
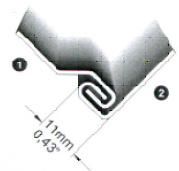
| Рабочая ширина | Допуск на фальц | |
|
0,5-1,0 мм
0,02−0,04″ |
Сторона (1) около 8 мм / 0,31″ |
|
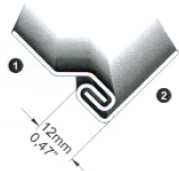
1,0 — 1,25 мм |
Сторона (1) около 8 мм / 0,3″ |
|
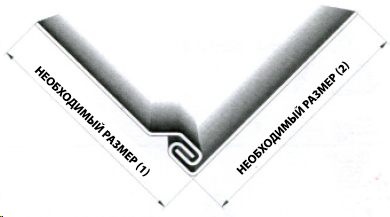
Необходимый размер (1)
400 мм |
Необходимый размер (2)
500 мм |
| Расчетная ширина фальца (1)
400 мм + 8 мм = 408 мм |
Расчетная ширина фальца (2)
500 мм + 18 мм = 518 мм |