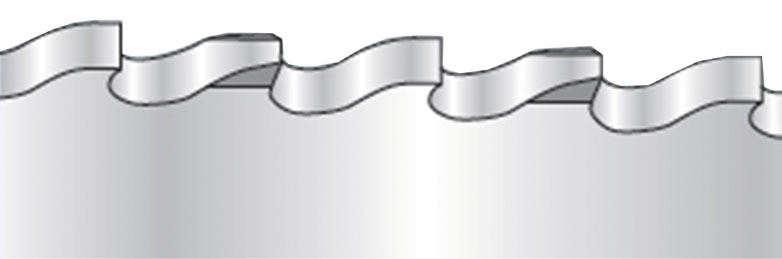
Формы зубьев
| BW | HZ | BR |
|---|---|---|
 |
 |
 |
| Поочередная смена сторон скоса под углом 45° на зубьях эффективно удаляет стружку. Применяется для распиловки профилей и труб. |
Заострённые с двух сторон зубья позволяют распиливать сплошные материалы толщиной от 3 мм. Используется для листов, труб и профилей. |
Удвоенное количество режущих кромок обеспечивает ровный и гладкий срез. Применяется для резки труб и профилей. Производство по запросу. |
Рекомендованное число зубьев для распиловки сплошных материалов

| Поперечный разрез (d) |
Шаг зубьев |
Форма зуба |
Диаметр диска, мм / Макс. диапазон резки, мм | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ø175 | Ø200 | Ø250 | Ø275 | Ø300 | Ø315 | Ø350 | Ø370 | Ø400 | Ø425 | Ø450 | Ø500 | Ø560 | |||
| 40 | 45 | 60 | 65 | 70 | 75 | 80 | 86 | 96 | 106 | 112 | 128 | 145 | |||
| 10 мм | 5 | HZ | 110 | 130 | 160 | 180 | 180 | 200 | 220 | 220 | 250 | 260 | 280 | 310 | 350 |
| 20 мм | 6 | HZ | 90 | 100 | 128 | 140 | 160 | 160 | 180 | 190 | 200 | 220 | 230 | 260 | 300 |
| 30 мм | 8 | HZ | 70 | 80 | 100 | 110 | 120 | 120 | 140 | 140 | 160 | 160 | 180 | 200 | 220 |
| 50 мм | 8 | HZ | 100 | 90 | 120 | 120 | 140 | 140 | 160 | 160 | 180 | 200 | 220 | ||
| 70 мм | 10 | HZ | 94 | 100 | 110 | 110 | 120 | 130 | 140 | 160 | 180 | ||||
| 90 мм | 12 | HZ | 80 | 80 | 90 | 90 | 110 | 110 | 120 | 130 | 150 | ||||
| 110 мм | 14 | HZ | 80 | 80 | 80 | 90 | 100 | 120 | |||||||
| 130 мм | 14 | HZ | 80 | 80 | 90 | 100 | 120 | ||||||||
| 150 мм | 16 | HZ | 80 | 90 | 100 | ||||||||||
| 160 мм | 16 | HZ | 90 | 100 | |||||||||||
| 180 мм | 18 | HZ | 80 | 90 | |||||||||||
Параметры резки сплошного материала
| Материалы | Подача на зуб fz (мм/z) | Скорость резания Vc (м/мин) | ||||
|---|---|---|---|---|---|---|
| Арт. 5 1000 HSS-DMo5 |
Арт. 5 1040 HSS-DMo5 + Kx |
Арт. 5 1300 HSS-Co5 |
Арт. 5 1340 HSS-Co5 + Kx |
|||
| мин. | макс. | |||||
| Сталь < 500 Н/мм2 | 0,025 | 0,08 | 30-40 | 30-50 | - | - |
| Сталь < 800 Н/мм2 | 0,025 | 0,07 | 20-35 | 25-40 | - | - |
| Сталь < 1200 Н/мм2 | 0,02 | 0,06 | - | - | 15-25 | 15-30 |
| Нержавеющая сталь | 0,01 | 0,06 | - | - | 10-25 | 10-30 |
| Чугун | 0,025 | 0,05 | - | - | 20-30 | 30-50 |
| Алюминий | 0,04 | 0,09 | - | 500-900 | - | - |
| Бронза | 0,04 | 0,07 | - | 200-400 | - | - |
| Медь | 0,04 | 0,06 | - | 200-300 | - | - |
| Латунь | 0,04 | 0,08 | - | 400-600 | - | - |
| Цинковый сплав | 0,025 | 0,08 | - | 30-100 | - | - |
| Инконель | 0,025 | 0,05 | - | - | - | 16-45 |
| Титан | 0,02 | 0,05 | - | - | - | 15-30 |
Рекомендованное число зубьев для распиловки труб и профилей

| Толщина стенок (s) |
Шаг зубьев |
Форма зуба |
Диаметр диска, мм / Макс. диапазон резки, мм | ||||||||||||
| Ø175 | Ø200 | Ø250 | Ø275 | Ø300 | Ø315 | Ø350 | Ø370 | Ø400 | Ø425 | Ø450 | Ø500 | Ø560 | |||
| 40 | 45 | 60 | 65 | 70 | 75 | 80 | 86 | 96 | 106 | 112 | 128 | 145 | |||
| 0,5 мм | 3 | BW | 180 | 200 | 250 | 280 | 300 | 320 | 350 | 380 | |||||
| 1,0 мм | 4 | BW, BR | 140 | 160 | 200 | 220 | 220 | 240 | 280 | 290 | 310 | 320 | 350 | 390 | |
| 2,0 мм | 4,5 | BW, BR | 120 | 140 | 180 | 200 | 210 | 230 | 250 | 260 | 280 | 290 | 310 | 350 | 390 |
| 3,0 мм | 5 | BW, BR | 110 | 130 | 160 | 180 | 180 | 200 | 220 | 230 | 250 | 260 | 280 | 310 | 350 |
| 4,0 мм | 6 | HZ, BR | 90 | 100 | 130 | 140 | 160 | 170 | 180 | 200 | 200 | 220 | 230 | 260 | 290 |
| 5,0 мм | 8 | HZ, BR | 80 | 100 | 110 | 120 | 130 | 140 | 150 | 160 | 170 | 180 | 200 | 220 | |
| 6,0 мм | 9 | HZ, BR | 90 | 100 | 110 | 120 | 130 | 130 | 140 | 150 | 160 | 180 | 200 | ||
| 7,0 мм | 10 | HZ, BR | 100 | 110 | 120 | 120 | 130 | 140 | 160 | 180 | |||||
| 8,0 мм | 11 | HZ, BR | 130 | 140 | 160 | ||||||||||
| 9,0 мм | 12 | HZ, BR | 130 | 150 | |||||||||||
| 10,0 мм | 13 | HZ | 120 | 130 | |||||||||||
Параметры резки труб и профилей
| Материалы | Подача на зуб > fz (мм/z) | Скорость резания Vc (м/мин) | ||||
|---|---|---|---|---|---|---|
| Арт. 5.1000 HSS-DMo5 |
Арт. 5.1040 HSS-DMo5 + Kx |
Арт. 5.1300 HSS-Co5 |
Арт. 5.1340 HSS-Co5 + Kx |
|||
| мин. | макс. | |||||
| Сталь < 500 Н/мм2 | 0,025 | 0,24 | 45-130 | 70-230 | - | - |
| Сталь < 800 Н/мм2 | 0,025 | 0,18 | 30-100 | 45-140 | - | - |
| Сталь < 1200 Н/мм2 | 0,02 | 0,12 | - | - | 15-50 | 25-100 |
| Нержавеющая сталь | 0,01 | 0,12 | - | - | 15-45 | 16-80 |
| Чугун | 0,025 | 0,05 | - | - | 15-45 | 30-65 |
| Алюминий | 0,025 | 0,12 | - | 1000-1600 | - | - |
| Бронза | 0,04 | 0,07 | - | 200-400 | - | - |
| Медь | 0,04 | 0,06 | - | 200-300 | - | - |
| Латунь | 0,04 | 0,08 | - | 400-600 | - | - |
| Цинковый сплав | 0,025 | 0,08 | - | 30-100 | - | - |
| Инконель | 0,02 | 0,08 | - | - | - | 16-45 |
| Титан | 0,02 | 0,08 | - | - | - | 15-30 |
Определение скорости резания Vc
Vc (м/мин) = D · π · n/1000
Определение скорости продвижения Vf
Vf (мм/мин) = fz · n · Zn
Определение частоты вращения n
n (мин-1) = Vc · 1000/D · π
Обозначения
fz (мм/z) = Подача на зуб
D (мм) = Диаметр пилы
Z = Количество зубьев
n (мин-1) = Частота вращения